
The processing of stone slope at the bathroom floor drain is a difficult problem in stone polishing construction. The usual method is to cut the entire stone into 45 ° diagonal splicing, or directly open holes at the floor drain position, which is not perfect in terms of aesthetics and drainage; In the past, when processing and laying floor drain stones, there were often quality defects such as broken top corners, uneven seam width, and poor drainage due to improper selection of polishing equipment, inaccurate positioning of cutting holes, and knocking of the board surface during the laying process.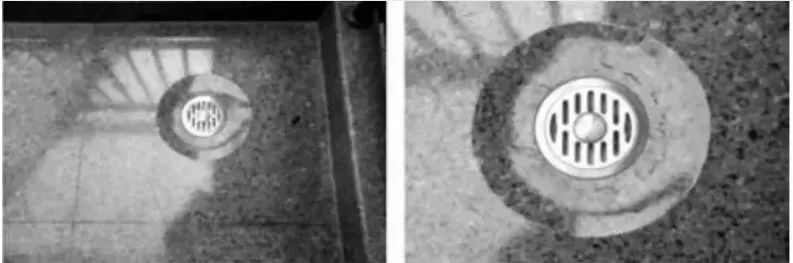
►
Characteristics of Stone Cutting and Polishing
(1) The floor drain stone cutting and polishing technology adopts a water knife cutting machine and a CNC engraving machine as stone opening and slope polishing tools, with simple processing operations and fine and beautiful geometric shapes.
(2) Water jet cutting can complete drilling and various cutting functions of different shapes, without generating thermal effects, deformation or small cracks, without generating burrs, with fine cuts. It can complete workpiece cutting in one go and has good edge cutting quality.
(3) The stone carving machine is controlled synchronously by a computer, which can achieve precise control throughout the entire process, ensuring a smooth grinding process and minimal damage to stone edges and corners.
(4) High construction efficiency can effectively shorten the construction period of ground stone paving.
(5) Factory processing effectively reduces the rate of stone damage and reduces costs.
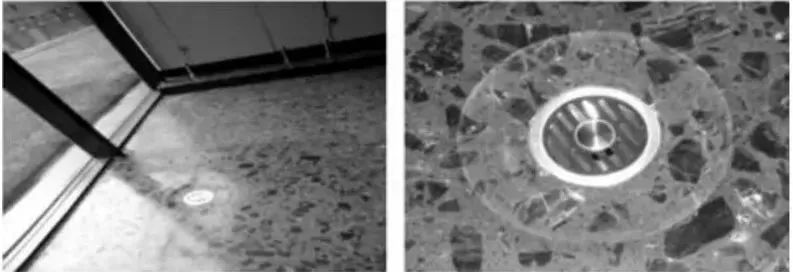
(6) Good visual quality, smooth drainage, and strong homogeneity of processing quality.
2 ►
Applicable scope
(1) Suitable for processing ground stone with drainage requirements, especially for drilling and sinking arc polishing of single blocks.
(2) Suitable for lettering, relief, line carving, cutting, and stone hollowing on building walls.
(3) The computer engraving machine integrates functions such as editing, typesetting, and carving, and can easily and quickly carve realistic, exquisite, and durable two-dimensional graphic text and three-dimensional relief on various materials.
3 ►
Process principle
3.1 Working principle of water jet cutting machine
Ordinary water can obtain high pressure energy of 200-400MPa and above through pressurized energy storage, and then be sprayed through small holes (矱 0.15-0.05mm) to generate a high-speed jet of 800-1000m/s. This high-speed “water arrow” or a small amount of fine sand can be added to strike and move the object to form a cutting, and the highest temperature generated is within 60 ℃. This jet can cut almost any material from soft to hard, We usually refer to it as’ cold cutting technology ‘.
3.2 Process Principles of CNC Engraving Machine
The CNC engraving machine consists of three parts: a computer, a engraving machine host, and a engraving machine control system. It is designed and arranged through drawing software, and the computer automatically transmits the design and layout information to the engraving machine control system. The control system then converts this information into power signals (pulse trains) that can drive stepper or servo motors, and controls the engraving machine host to generate X, Y The carving path of the Z-axis.
At the same time, the high-speed rotating engraving head on the engraving machine is equipped with corresponding cutting tools according to the processing material. By cutting the processing material fixed on the main machine workbench, various flat or three-dimensional relief graphics and text designed on the calculation surface can be carved, achieving automatic carving operation. The working principle of a CNC engraving machine is shown in Figure 1.
4 ►
Construction process and operation points
4.1 Construction process flow
Processing plan determination → stone material selection and protection → water knife drilling → CNC machine polishing arc → manual rough grinding → manual fine grinding → manual fine grinding → polishing and waxing.
4.2 Key points of operation
4.2.1 Determination of processing plan
4.2.1.1 Analysis of Stone Processing Conditions
In response to the requirements of the creative boutique project, a detailed study of relevant drawings should be conducted to grasp the correlation between the location of drainage holes (floor drains) and the modulus of ground blocks in water rooms such as bathrooms. A project implementation site survey should also be conducted to familiarize oneself with the site layout, draw multiple block planning diagrams, and analyze, compare, and optimize them.
4.2.1.2 Content of scheme design
Based on the block planning diagram, concretize the construction plan. Including material selection, on-site elevation and plane size review, stone block arrangement, floor drain centered plate, floor drain stone processing diagram, stone protection, stone drilling and arc processing, stone polishing and waxing, etc.
4.2.1.3 Configuration of stone processing system
The water knife system device consists of hardware system devices such as pulse nozzle, cutting table, CNC cabinet, stepper motor, high-pressure abrasive tank, three cylinder plunger pump, overflow valve, etc.
The CNC software system consists of a complete set of CNC water jet software, including several major modules such as full drawing programming, parameter setting, vector bitmap, file processing, and help information.
The hardware of a CNC engraving machine is mainly composed of a engraving head motor, computer controller, screw, guide rail, etc. The software includes “Wentai engraving software”, “Precision engraving software”, “Haier engraving software”, “TYPE3″, “ARTCAM”, “CIMATRON”, etc. The software has powerful functions and can handle 2D, 3D effects, or relief.
4.2.2 Stone Material Selection and Protection
(1) The required processed stone should be the same as the materials used in the entire room, such as color, density, environmental requirements, thickness, and plane dimensions.
(2) Stone should be coated with protective agent on six sides, and protective agent can only be applied after the moisture of the stone has dried thoroughly. If the water is not yet completely dry and the construction period is tight, five protective agents can be applied first. After the project is completed and the water on the stone surface completely evaporates, the last layer of positive stone protective agent treatment can be applied, and finally the stone is waxed.
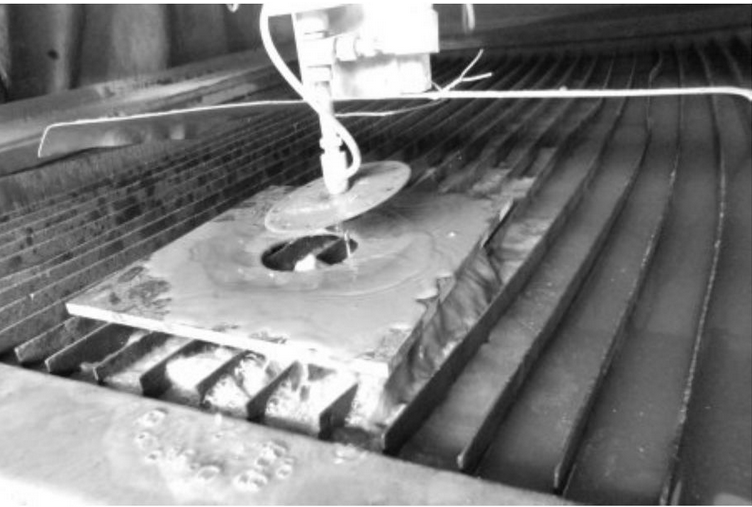
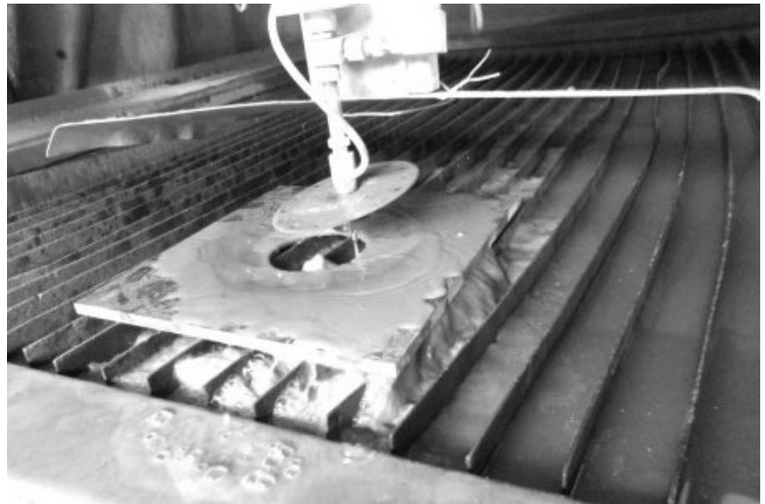
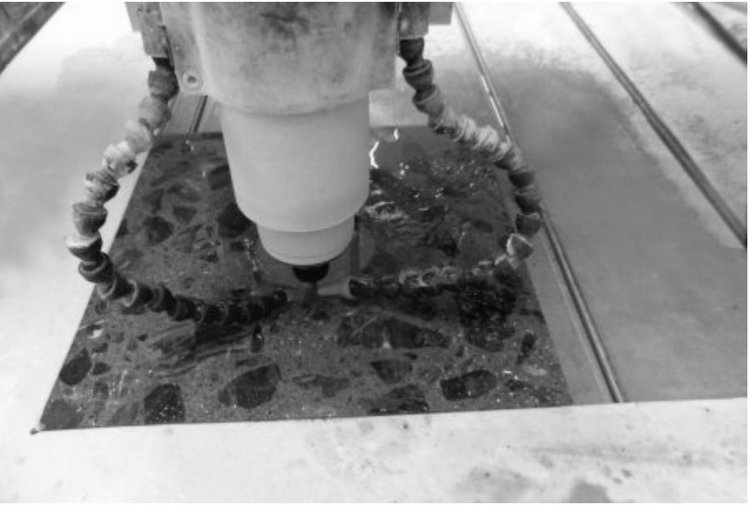
4.2.3 Water jet drilling
(1) Use CAD software to draw the required machining graphics (circular holes with the same diameter as floor drains), and directly convert them into CNC files for controlling cutting and cutting.
(2) Before cutting, it is necessary to first set relevant cutting parameters, such as nozzle diameter (0.3mm), working pressure (350MPa), maximum water flow rate (3L/min), cutting speed (100mm/min), etc., as shown in Figure 2.
4.2.4 CNC machine grinding of circular arcs
(1) Design drainage arc polishing according to the specialized engraving software configured in the computer, and the computer automatically transmits the information of the design pattern to the engraving machine controller. The controller then converts this information into signals (pulse trains) that can drive the stepper motor with power, and controls the engraving machine host to generate the carving tool path for the X, Y, and Z axes.
At the same time, the high-speed rotating carving head on the carving machine uses a dedicated stone processing tool to cut the processed stone fixed on the main machine workbench, which can carve the drainage arc designed in the computer, achieving automated carving operations.
(2) Before starting the stone carving machine, first ensure that all connections between the machine tool and the computer are normal, then turn on the machine tool and computer power. After the system is started, enter the NCStudio CNC system.
Determine relevant engraving parameters, such as spindle speed 24000r/min, maximum operating speed 20000mm/min, maximum engraving speed 10000mm/min, resolution 0.005mm, working voltage AC380V/50Hz, power 2000W, etc., as shown in Figure 3.
4.2.5 Manual polishing and polishing
After the stone opening and arc polishing are completed, manual polishing is carried out.
(1) Coarse grinding: Using an arc panel polishing machine, 120 # marble abrasive, with high grinding efficiency, mainly removing traces left by the stone in the previous process and grinding the shape surface of the stone in place;
(2) Semi fine grinding: Using 400 # marble abrasive to remove rough grinding marks and form new and finer lines, making the stone surface flat and smooth;
(3) Fine grinding: 800 # marble abrasive is used, and the surface patterns, particles, and colors of the finely ground stone are clearly displayed. The surface is delicate and smooth, and there is a faint glossiness at the beginning;
(4) Fine grinding: 1000 # marble abrasive is used, and there are no visible marks on the surface of the stone after fine grinding. The surface is becoming smoother and smoother, with a maximum glossiness of over 55 degrees;
(5) Polishing: Use a dedicated granite polishing machine and use 1500 # water sandpaper to polish, resulting in a bright and flat ground as new;
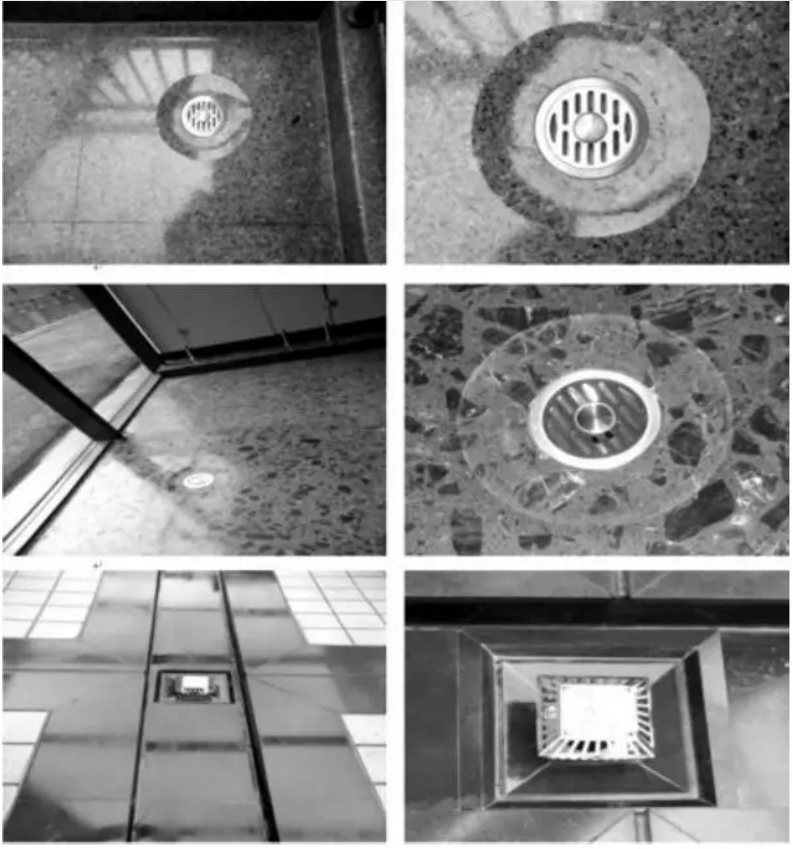
(6) Waxing: Using polishing wax (white wax) can improve the brightness of stone products, and the physical effect [2] is shown in Figure 4
Post time: Aug-15-2023